
|
|
Forum Index : Windmills : MacGyver Ax-Fx Build
| Author | Message | ||||
MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
May 22, 2010 Update No pictures yet. Just wanted to say I spent several hours today machining the two hubs, which will carry the two rings of opposing neo magnets. I used T-6 aluminum, but future builds will be done in Delrin (Acetal). My little 12-volt lathe can turn the aluminum, but the plastic goes about 50 times faster and it's 100% weatherproof, whereas the aluminum is not. The only other part of the build that is subject to corrosion would be the steel shaft and the soft-iron magnet-flux backing plates. I suppose as this thing evolves, several things will change. Perhaps, I'll go to a brass main shaft or maybe even carbon fiber, who knows? Remember, the premise here is to make something that is nearly fool-proof and buildable by most folks with off-the shelf stuff. Obviously, a lathe is a handy tool to have, but if this thing takes off and performs well, perhaps some of the "turnings" could be made up and provided in a kit. I dunno -- we'll see how things progress. This is pretty much an "entry level" build. Hang in there, I'll try too finish things up and post some pictures late tomorrow (USA time). . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
May 23, 2010 Update Okay, time for a little show-'n-tell: 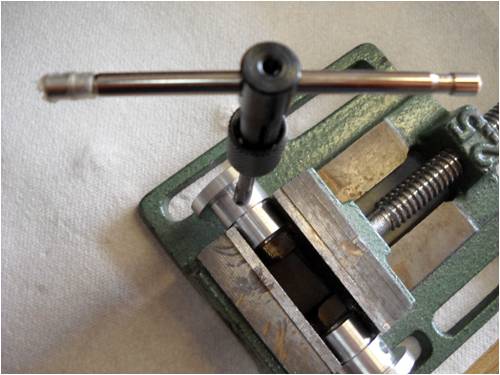
This is one of the two hubs, which will hold the magnets. It will lock to the 5/16" steel shaft with a "set screw". Shown here is a 1/4-20 tap. To do this process, a #7 (drill bit size) hole is drilled through the hub. I drill through because I don't have "bottoming" taps. If you do, just drill one side through to the center 5/16" shaft hole. If you've never tapped a hole, here's how: Drill the proper-size hole in the work piece, start the tap using your drill press turned using both hands. One rests on the work to assure it doesn't spin, while at the same time gently holds the "feed" from springing back against the drill press's feed lever and the other gently pulls down on the feed lever. Once started, un-chuck the tap and do the rest by hand. A "tap wrench" of the proper size for the tap (several sizes available) is highly recommended. A crescent wrench works, but that's Primitive Pete's method (the caveman). With the tap pre-set at 90-degrees each direction to the face plane of the work, turn the tap 1/4 turn into the work and half to 3/4 turn out, then 1/4-turn in and so forth until the hole is completely tapped. I cut threads on aluminum dry; other metals require specific lubricants or you'll bind the tap and break the sucker off in your work -- not a fun feeling! 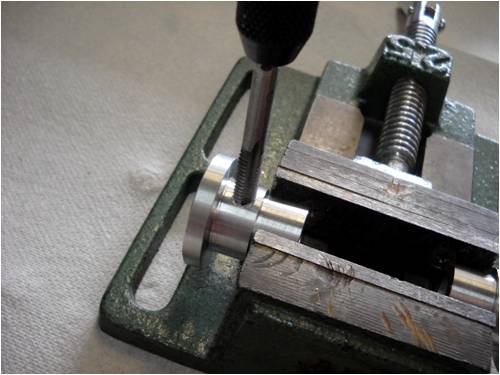
Here's a close-up of how to tap a hole. The #7 hole allows the body of the tap to pass through unobstructed, while the little teeth cut a pathway for the threads on the set screw from the walls of the pre-drilled hole. 
This shows a hub with the 1/4-20 tap completely penetrating one side and passing through to the other. This lets me get a good run-out on my tap and lessens the possibility of the new thread being too narrow on the inside land (part of the hole closest to the center of the hub). 
Here's a drilled and tapped hole. You can see the paper towel I used as a backdrop through the hole. Note: Don't confuse "clear size" with "tab size" when choosing the correct drill bit. "Clear" is the size for the screw or bolt to pass through unobstructed; the threaded portion clears the sides. 
This shows both hubs with the set screws threaded in place. Each screw, by the way, has an "allen-type" broach, which allows tightening with an allen wrench. 
Here are the two hubs mounted on the main shaft of the ax-fx windmill. They're not done yet; I still have to mount the face material to each hub using screws not yet cut into the face of each hub. Once that's done, I'll turn each plate to the same size as the other and re-mount things on the main shaft, awaiting magnet placement. Heck, that reminds me; I haven't even ordered the magnets yet. No worries, the Corflute for the blades still isn't here yet either. 
This shows the two little hubs mounted on the main shaft and their relationship to the rest of the build. See Perry, I told you it was straight!  Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
May 23, 2010; Second Update Hey! I'm on a roll: This second update will show how the hubs are laid out for drilling as well as the placement, drilling and tapping of the holes, which will house two 10-32 screws each and hold the plates, which will in turn hold the neo magnets in position. 
I chucked the hub back into my lathe and scribed a line the right distance in from the outer edge of the flange. The tapped hole must be far enough from the outer edge so as not to drift the tapping process as well as not too close to the shoulder on the inboard side beneath. Scribing a line is the first step. 
The next step is to scribe a line across the face of the work through its center. Where the line crosses the circular scribe, we'll punch first, then drill the two tap pilot holes. 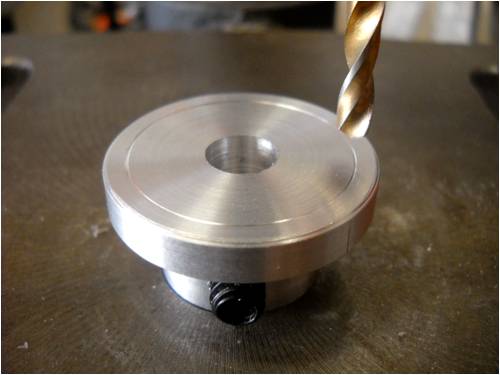
A 10-32 (gauge 10; 32 threads per inch) tap requires a hole drilled with a # 21 drill bit. This shows that bit poised above the work at the proper position and 90-degrees to the face plane of that work. 
This shows the two drill locations punched into the face of the work. I use a spring-loaded punch from Harbor Freight. It's the same one car thieves use to break tempered window glass. You just place the sharp tip exactly where you want the dimple and press down. A catch mechanism inside the thing lets go when the spring is fully compressed and it "snaps" to attention, leaving a dimple, which will guide our #21 drill bit. 
Holes drilled, this shows the 10-32 tap poised above the work. Next step is to begin the actual tapping process. 
This shows the work spun into the correct position under the tap and the tap started on its run through the work. 
This shows the tap started and I've let go of things with both hands. At this point, the return spring on the drill press' feed pulls the tap and the work it's stuck into up and holds things in mid air. Look closely and you'll see the work is centered over the center hole in the drill press' work table, but it's not touching. 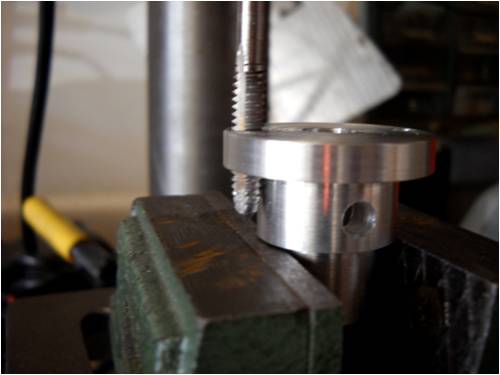
Here's a tight shot. Now, the work is removed from the drill chuck and placed into a small bench vice, where the tapping process is completed by hand. When each of two holes in each hub is tapped and cleaned, we're done for now. 
Here are both hubs drilled and tapped, sitting in my little table-top bench vice. The screws will hold a piece of HDPE (high-density polyethylene) plastic sheet to each hub. The neo magnets are large enough that their inboard faces will clear the tops of the screws and the screws will not interfere with the clearance between the magnet wheels and the stator between the magnet plates. If it's too close for comfort, I'll re-chuck things and slice the very tops of the screws off, just to be safe. Next up is the actual making of each plate. What I'll do is lay each hub on a square piece of sheet HDPE and mark where to drill holes. After drilling the holes in the HDPE, I'll screw the plastic to the hubs, chuck up the hubs and turn the outside diameter of each place. That's a messy job and it'll take more time than I have today to complete. When I've done the deed, I'll post more pictures and a tutorial. Stay tuned! Edit: I know someone's going to chime in and tell me the magnets have to be against a ferrous plate to achieve a flux-return pathway. I'm way ahead of you; I know that. What I haven't mentioned yet is each of these plastic plates will be drilled with holes nearly the same size as the outside diameter of each of the little neo magnets. A soft-iron backing plate (ring) will be placed behind each plate (screwed to the plate) and the magnets will be touching (glued in place) it. This will provide a flux-return path for the magnets, attached North and South alternately on each wheel. The drilled plastic plate is an attempt to position the magnets in exactly the right configuration as well as providing a method to slide the little buggers into their respective locations without pinching the hell out of my fingers in the process! They will also prevent the magnets from "launching" at high speed should the glue fail. More later . . . . . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
May 23, 2010 Third Update I TOLD you I was on a roll! That little lathe is smokin'! I decided to hammer out the plates that will carry the neo magnets: 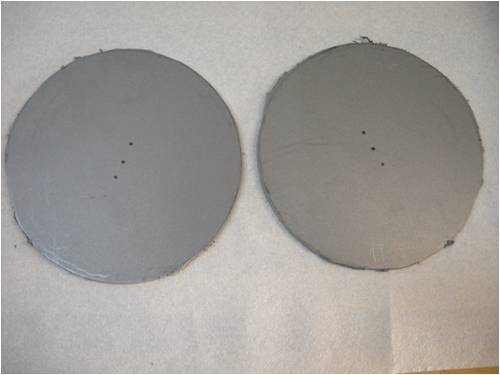
I started by tracing the approximate diameter on two pieces of 1/4" HDPE. I then cut them out as carefully as I could using an electric hand-held jig saw. If a fellow had a scroll saw or band saw, the center hole could be used to center the work and it could be spun about the moving blade. It's important to cut this as nearly perfect as possible; it saves time machining the circumference of the wheels later on. 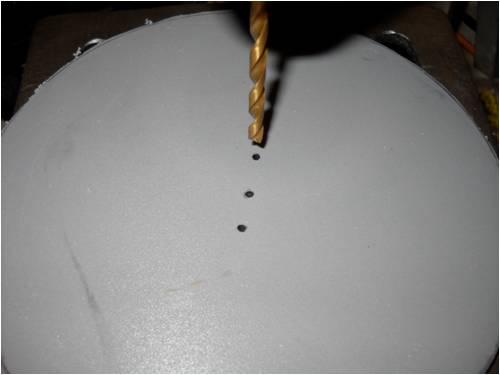
Next, I superimposed each aluminum hub at the center of each HDPE circle and marked where to drill the clear holes so the two 10-32 screws could be used to attach the rough plates to the hubs. 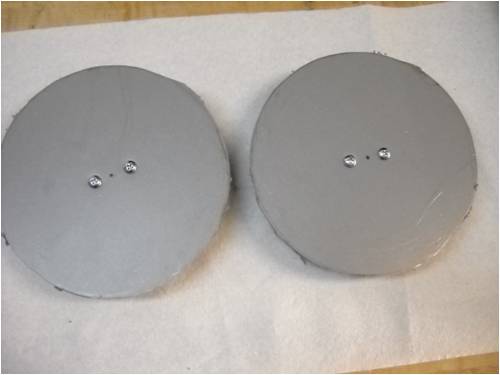
Using a # 17 drill bit, I drilled out each of the two holes marked on each plastic plate, then screwed the two screws through and torqued them each approximately the same amount on each hub. 
Here's what each rough plate looks like when it's attached to its hub with the two 10-32 screws. 
Next, I chucked each hub one at a time in my lathe and began cutting the diameter to a smooth surface. Of special interest when cutting far from the center and especially when cutting soft material: Don't try to cut too much at one time. The most I cut here was .005" at a time. That takes it off each side of the circle as the work piece swings about its center. Even though it's not much, with this small a lathe and this soft a material, .005" is a "hogging" cut! If you go too fast and the cutting tool grabs the work, you run the risk of either ruining the work or burning out your lathe's motor or both! It's not worth it; go slowly! 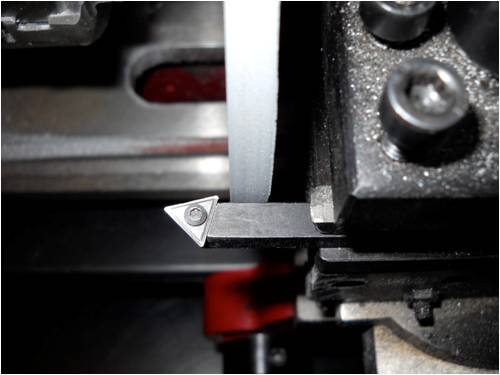
Here's the finished cut. Note the way I mounted the carbide-tipped cutting tool. I "cut" from left to right and "clean" right to left. I'm running the headstock (the part that turns) at medium speed, but since the cutting surface is nearly 3 1/2" from center, it magnifies the speed and the thing really whirs! 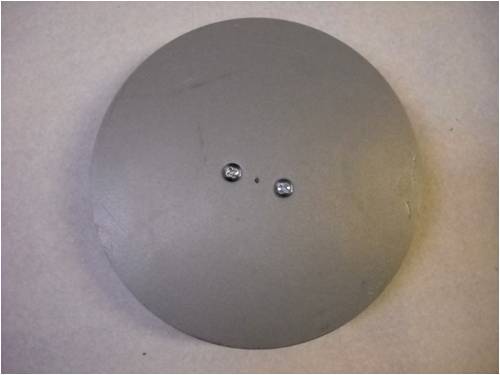
This is what a finished plate looks like except for the center hole, which will be cut later when the other plate is finished. 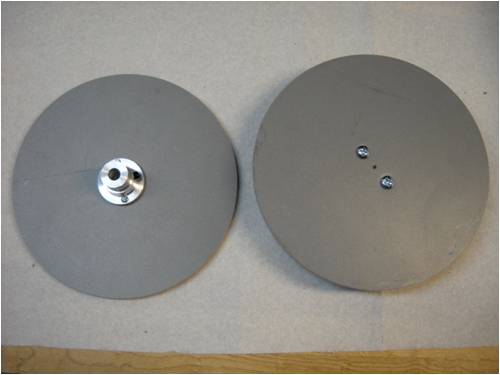
Here they are together. One is hub down and the other is hub up. Make sure to cut them the same size, that's important, since they will (in my case at least) just barely clear the bottom aluminum support tube. 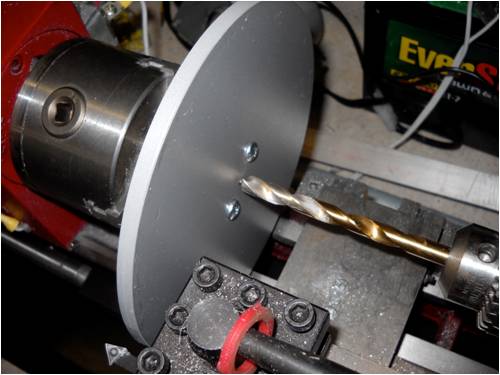
This shows one of the completed plates chucked up in the lathe again, ready to be drilled at the center with a 5/16" drill, so it will slide over the shaft again. 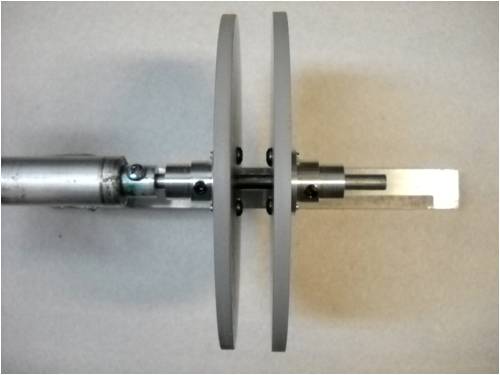
Here are the two finished plastic plates mounted on the windmill's main shaft. 
This final shot shows the close-fit tolerance at the bottom of the build and the front hub, which will soon be replaced with another hub that will hold the three Corflute blades. I'm out of daylight and out of parts. I'm waiting on magnets and Corflute now. As soon as I get my hands of the materials, I'll resume the build. Until then, just study the pictures and be patient. As soon as I'm able, I'll resume this project. . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| VK4AYQ Guru Joined: 02/12/2009 Location: AustraliaPosts: 2539 |
Hi Mack You are an eager beaver once fired up arnt you, the lathe will be worn out in a couple of years of work at this rate. Just one suggestion on the last picture, could you move the plates closer to the bearing to reduce overhang loading on the bearing, maybe remove the collar in the middle and use the plate flange as the spacer as there isn't any axial load on the collar as the wind thrust is on the front thrust washer. The closer to the bearing the better for the bearing. Good photos now you got the flower sorted out, looked for it on my camera but it hasn't got one. All the best Bob Foolin Around |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
[Quote=VK4AYQ]Just one suggestion on the last picture . . . Yeah, I know. All the photos as the build progresses are just for show n' tell more or less. At the final assembly, there will likely be several changes. For starters, I drilled the "runs" (chases) on the hubs long to discourage "wobble". I want them to run true. On the final assembly, I'll likely use the front hub as a rear thrust bearing and broom the little one I'm using now. The thrust is front-to-rear for the most part. I merely don't want any extra for-aft travel, since the clearances between the magnet wheels and the stator are going to be very close. I was just looking at the prices of neo magnets. Looks like if I build this thing the way Oz has instructed me, I'll be spending something like $300 on magnets; bummer! Still in all, I'll likely go through with it just to say I did it and see how much power I can squeeze out of such a small machine. I'm also working on a "cogging" model (still on paper at this point) which will use an iron-cored coil from an old transformer, rewound using larger wire to accommodate more current. I'll post pictures of that as soon as I've built it, but don't plan at this stage to do a step-by-step tutorial like the ax-fx build. I intend to use empty iron-core loads to offset any cogging; more on that as I figure it out. I'm only doing the in-depth tutorial and comments on the ax-fx build for the benefit of others who may be using my example to do their own build. After I've gone through the "basics" like how to tap and drill, turn and face, I'll back off a bit. This is an "entry-level" build, so I'm being a stickler for detail. . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| VK4AYQ Guru Joined: 02/12/2009 Location: AustraliaPosts: 2539 |
Hi Mack Go for it mate I just threw the suggestion in not realizing you where already going that way. Good detail in the photos and I agree it will help other starters, and that's what we are about. The magnets are an expensive but the results are so good that the results are there when the price is forgotten, the one I am doing has 60 neo magnets so I know the problem. I built an axial flux iron core in the coils years ago and the output was really good but starting was a pain in the neck, I had to put in a centrifugal clutch to let the rotor start. it was a VAWT so lots of torque once moving, that's why I am now making an air core one such as yours. All the best Bob Foolin Around |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
[Quote=VK4AYQ]. . . . centrifugal clutch to let the rotor start. I had thought along these same lines, but my hair-brained scheme is to machine an acme thread onto both the windmill's main shaft as well as inside a block in the hub that carries the ring of magnets. A spring mounted on the same shaft at its inboard end (near the iron core) acting against a stop at the end of the shaft will keep the magnets away from the iron until things speed up enough, working against the resistance of the magnets as they are attracted to the iron causing the thread to force the magnet wheel against the spring pressure and come in closer proximity of the iron core, which contains the pick-up coil. As current is generated, the back EMF will further increase the magnetic attraction and things should stay put until the speed falls off and the spring has a chance to push the magnet ring back up the acme thread towards the front of the windmill, away from the iron core. In theory, it should work, but like many (most) of my other hair-brained ideas, it'll likely have some bugs. Another scheme is to leave the magnet rings in close proximity to the iron-cored coil and offset the cogging using other iron cores placed at locations between several other magnets on the wheel. Doing it this way, there'd be a constant magnetic attraction working, but no "bumps" to jump over. It is my hope that this will allow the windmill to start more easily in lighter winds. I'm using symmetrical-section blades and will likely have to increase their pitch in a rig such as this, but being symmetrical, they won't drag as much in the breeze as lifting-section blades would and will hopefully sail at a more rapid rate than lifting sections; we'll see, eh? . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| VK4AYQ Guru Joined: 02/12/2009 Location: AustraliaPosts: 2539 |
Hi Mack Sounds an interesting concept but the spring would need to be very strong as once the neo's hook up they are very hard to separate some little ones I have here are only 1" diameter x 1/8" thick and I cant pull them apart without sliding them sideways. On the iron cores with the axial flux it negates the main advantage of the device which is it's lack of cogging force, I think use stronger magnets to make up for the lack of the iron core would be the way to go. I am using 60 magnets with two magnets together to gain force, that is 15 magnets pairs per side and 12 coils on the stator. Hope it works out OK as it is an expensive exercise, It is based on Glens design concept which is excellent using a hub off a car as the bearing assembly. I will be interested to see how your symmetrical blades go as the only time I have used them is in a VAWM with vortex generators to utilize the lift on both sides of the blade. Are you putting a spar into them? All the best Bob Foolin Around |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
[Quote=VK4AYQ]Are you putting a spar into them? Yup! I've decided to use Basswood like I've done in the past with sailplane wings. There's not much difference in the wing loading, so I"m hoping it will be enough to hold things together, yet flexible enough to allow for some twisting when the rig yaws. Originally, I had planned using square or round aluminum tubing, but attaching it to the Corflute will be a pain, not to mention the fact that continued movement at the point of attachment to both the blade as well as the blade hub due to spinning and yawing motions will eventually make the metal brittle and it might break away sooner or later. The first set of blades will likely be high aspect-ration ones no more than 3 inches wide and likely between 18 and 30 inches long. I may change my mind on that depending on how well the 2mm Corflute bends. I've never used the 2mm before, so it's just guesswork for me right now. The spar will go the full length, but taper down as it approaches the blade tip. This will allow me to close the ends of the blades using CA (cyanoacrylate) glue. Sailplane wings made of Corflute are bullet proof and I'm hoping the windmill blades will be on the same order. They're so light, you'd not even know they were there except to see them spinning in the breeze. The glider wings weigh in at around a pound each and they are 3mm thick top and bottom, 8 to 10 inches wide and 3 feet long each. The glider wings use a Clark-Y configuration to provide static lift, but my windmill blades will be symmetrical section. The ONLY tower strike I've ever had came as the result of using lifting-section aluminum blades and it was so dramatic, it almost took the tower with it. One blade sailed out into the Gulf of Mexico while the other two "extruded" themselves around the tower. The mill was turning with no load in gale-force wind (70 mph +). I was called out on an emergency and left it without the brake on and while I was out, the gale hit. Oops! The 2mm Corflute was supposed to arrive yesterday; such is life! As for the "cogging" windmill build, it's still up in the air so to speak. Oz says I'm wasting my time and he's likely right; he usually is. I was simply trying to build something from "off-the-shelf" parts is all; some quick-and-dirty project. I may still build one, but I know what you mean about the neo magnets. If you let them, they'll pinch the hell out of your fingers. Edit: The more I think about this, the more sense fabricating controllable-pitch blades makes. I have seen the way Jacobs did it, I even met the man in 1972 at his ranch in south Florida. I'll likely do something on the order of the way he did it if I go that route. Standby . . . . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
Regarding "Edit" In Previous Post" Okay, I've worked out a pretty simple blade-pitching mechanism, which can be built quite easily and will control all three blades at the same time. It works using flyweights and springs and will pitch the blades from a default position at 45 degrees down to a pitch of 10 degrees as the shaft rpm approaches light speed. 
I'll make a nice drawing and post it here someplace, then build the thing and get the bugs out of it, then post pictures and tutorial. This will certainly require inset steel ball bearings, but I plan on using my basic welded-aluminum tube frame as in the MacGyver Ax-Fx machine (toy!). Edit: May 25, 2010 I've now posted this under "Windmills" with the title "Variable-Pitch Blades". Take a look. Just so you know, I regularly use skateboard wheel bearings for things. They're strong, cheap and readily available. Also, they fit nicely on a 5/16" steel shaft, which I use for most of my main shafts in both windmills and small (toy!) air engines. Note: By the way, if you're following my build(s) with the idea of using things for home electric power, you'll have to upgrade sizes considerably. When the MacGyver Ax-Fx windmill is done, it'll have a main body about one foot long, three blades approximately 2 to 3 feet long each (3 each) and a vertical stabilizer (tail) about a foot long and maybe 18 inches tall. For all practical purposes it is exactly as a friend has labeled it; a toy. I build only small stuff, if you haven't already guessed. I make up for it when people ask me what I do. I find I get more mileage (translated "fun") out of telling folks I design and manufacture WMD. I wait until their eyebrows go up and eyes get large, then tell them "Windmills of Miniature Dimensions".
. . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
Little "Technical" Update Someone here mentioned that I maybe should use ball bearings on my main shaft (Perry?). I've figured out a pretty-good way (I think) to do that, so I'm changing the MacGyver Ax-Fx build to incorporate them. Actually, I'm still waiting on magnets, so it'll give me time to make the changes. The plan is to put one ball bearing up front and another one way in the back to sort-of balance things with a lot of room in the middle. My thinking is doing it this way will make things run more 'true' than if it were 'close-coupled'. I know close-coupled planes (R/C) like a by-wing for example are a lot harder to fly. Perhaps the same holds true for running shafts, eh? We'll see . . . . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| VK4AYQ Guru Joined: 02/12/2009 Location: AustraliaPosts: 2539 |
Hi Mack Good idea to go for ball bearings it will have a lot easier start as it doesn't have to establish oil wedge as a plain bearing does. And yes the further apart the more stable the axis of rotation will be. All the best Bob Foolin Around |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
Crew I cooked up a new stator design for the Ax-Fx; waiting to hear back from Oz with answers to a few technical questions before I smack it together. If it works (what am I saying; of course it'll work!!) I'll post all the details here. From the looks of things, the new design will allow me to pack more coils into a thinner section, allowing the pairs of neo-magnets to be closer and therefore exhibit greater flux density as they pass over the coils. I'll keep everyone in the loop! . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
Perry ? I think it was you who mentioned I'd be better off with ball bearings instead of a bushing. You were right, of course. I was just too lazy to work out the details. Today, I fitted the little rascal with ball bearings fore and aft; no easy task on a scratch build, mind you! The hard part was the spacer in between the two bearings. I had to make it fit the tube that holds the whole shebang together as well as leave a small shoulder to rest against each bearing's inner race face. I'll see if I can muster up a picture and add it as an "edit" in a little while. Here ya go: 
Here's one end with the 5/16" steel shaft jammed through things. 
And here's the other end. Note: all I did was crimp the ends of the aluminum tubing down over the outer edge of the outside bearing race. If it spins, who cares about a little noise, eh? I'm pretty sure they're secure. 
Edit: Oh, by the way, earlier today, I got the steel to make the flux-return plates. When I've turned them on the lathe, I'll post pictures. I wanted 1/4" mild steel, but all I could find was something like 5/32". Guess that'll have to work, eh? . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| Perry Senior Member Joined: 19/11/2009 Location: Posts: 190 |
Hey Mac, I had faith you'd come to that conclusion
Bear in mind those aren't thrust bearings but I think this size of a turbine won't generate appreciable thrust forces. I like your mounting method. I imagine if you'd started with that design it would have been easier to machine and press those babies in then making the bushing. Oh well, all's well that ends well. I think 1/4" rotor disks would be overkill for this turbine. You be just fine with the new metal you bought. Having fun watching your build. Wish I had time to post some of my recent build's but at work we're prepping to take a turbine out to NREL for testing and I'm busy as hell. Keep it up and keep us posted. Perry |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
Perry Things are progressing fairly rapidly. I've been PM chatting with oztules and he's been my mentor through all this; he's over-the-top smart! I just sent a PM to Trev to see if he can help me by casting several parts for a controllable-pitch hub. I've also re-designed the stator for the axial-flux alternator. I haven't built it yet, but as soon as I mill down some parts, I'll build and test it. From the looks of things so far, it'll be a 'better mousetrap' and will allow the magnet pairs to be way closer to each other than with the "traditional" stator design. I'll keep everyone in the loop. Remember this: "My" goal in this ax-fx thing is to build a machine that will charge a battery. My hope is that it will pump out about 15 volts at around 30 to 35 amps. That's only less than 500 watts, but that's my goal. If the new design works as well on the bench as it does on paper, I'll likely build it into a stationary bike-generator as well. Might as well kill two birds with one stone, eh? (Mac chuckles, remembering he's on a mission to lose about 100 pounds. Hey, I'm down 65 pounds so far, so I'm getting there -- eventually!) . . . . . Mac . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| Perry Senior Member Joined: 19/11/2009 Location: Posts: 190 |
Mac, Wow! Ambitious plans. I'm a little confused now as to the size of turbine you are building? You keep saying that this is a small turbine and your corro blades look to be about a 4 ft rotor. Should be good for 50 or so watts yet you are building a 500 watt genny. I'm missing something here. If your going to put 500 watts out of your exercise bike you better eat a lot of those home grown organic tomatoes. Perry |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
Perry The turbine for the ax-fx has Coroflute blades each of which have a 6" root and are 16" long, set on the hub with a 4" extension post. That makes the blades swing through an arc of 40 inches. Each blade weighs 3.4 ounces including the spar! These things are symmetrical-section and bullet-proof (nearly indestructible) by the way. I stuck the thing up into the breeze (about 8 to 10 mph) and it went so fast I nearly messed my britches! I was originally going to use the 24" blades, but it just goes too darned fast; scary fast! I don't want that much angular momentum; at least not yet. I have left the ends of the new airfoils open, which causes the blades to "pump" air and it somehow makes things go faster to my observation. Maybe it causes a slip stream and perhaps a little vacuum behind the blades or maybe it's like using "wash-out" on a glider wing, I dunno. At any rate, my magnet-holding wheel in this thing will be no more than 6" diameter, so I'm likely going to build more than one "stage" using multiple stators (perhaps -- not sure yet). I'll post all my results. As I said, I've redesigned the stator and on paper, it looks like it will produce more electricity than the standard design. Again, I'll keep you posted. I hope to have the new stator and magnet wheels built in another week or two (still need to order the magnets -- waiting on some technical stuff from a mutual friend). As far as lighting Time Square with my bicycle generator (ax-fx), that's not going to happen. I just wanted to be able to do my daily ride (10 miles, hills, 25 mph) and at the same time manufacture some electricity. . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
oztules Guru Joined: 26/07/2007 Location: AustraliaPosts: 1686 |
Mac, Perry has some good points.... (and he's not the only one a little confused with your aims) You will need winds in excess of 40 mph to ever have a hope of seeing 500W with a 40" blade diameter.... and then with a well matched mill... In normal conditions, it will be closer to 13watts (10 mph or so) to 100 watts (25mph) At 10 mph, unloaded you may see near 1200 rpm for TSR7 blades.... so mesy britches are allowed. But properly loaded this will drop to 600, and overloaded, will be nearer to 50rpm.... it's not as simple as it first appears..... but at least at these rpm, it allows for much smaller, cheaper alternator. I know your enthusiastic, but you must get a firm grip on power expectations, and cut-in figures for your chosen blade shape and size.... before you get too far into the alternator side of things. Use this Altons site to get a feel for what to expect in the real world..... then look at the alternator and determine the magnets, and configuration that will suit. No point having an alternator that does not match the load.... that is near useless. I know you have some "different" ideas, but they will still have to comply with the real physics assigned to wind and electricity. All the best with it. .............oztules Village idiot...or... just another hack out of his depth |
||||
| The Back Shed's forum code is written, and hosted, in Australia. | © JAQ Software 2026 |
