
|
|
Forum Index : Windmills : F&P spline
| Page 1 of 2 |
|||||
| Author | Message | ||||
Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Chat members, During the past year I've read all the site & forum info on windmills.Congratulations to everyone who have contributed there successes and failures which help the wary and unwise. I fit both categories!I've powered an off grid bush block with a 5kw petrol alternator for 40yrs which is not convenient or practicle.Although I'm used to using gas lanterns/cooking & torches, I've decided to enter the 21st century with a F&P mill.Is anyone able to advise me as to "what is the included angle" in the spline of the F&P shaft? I'm contemplating an additional spline on the shaft for a dual instead of drilling out the rotor centre.This info is included in the earliest F&P project however I'm unable to read the laser cut drawings, Best wishes to all Rastus see Rastus graduate advise generously |
||||
Trev Guru Joined: 15/07/2006 Location: AustraliaPosts: 676 |
Hey Rastus, I had a cat named Rastus years ago. I cut extra spline on F&P shafts. I use a face cutter on the mill and so the included angle of the cut out is 90 degrees. I don't know what it is supposed to be, but 90 works good. I have cut heaps of them. http://www.thebackshed.com/basiclynatural/ViewCat.asp?CL1=20 &CL2=56&CL3=NA 
Trev @ drivebynature.com |
||||
Downwind Guru Joined: 09/09/2009 Location: AustraliaPosts: 2333 |
Trev, Just out of curiousity do you sell the shafts with the extra spline length on their own. Pete. Sometimes it just works |
||||
| Trev Guru Joined: 15/07/2006 Location: AustraliaPosts: 676 |
Yeh Pete, I bought some shafts a while ago for $10 each, so I have some spare ones I can sell without exchange, just add the $10, so without exchange would be $105. Trev @ drivebynature.com |
||||
| Downwind Guru Joined: 09/09/2009 Location: AustraliaPosts: 2333 |
Thanks Trev, I dont have a need for one but thought others might as there has been several threads that has mentioned this. Can a standard F&P bearing block still be used with your extended spline. Pete. Sometimes it just works |
||||
| Trev Guru Joined: 15/07/2006 Location: AustraliaPosts: 676 |
No, the standard F&P block is too short. My cast block spreads the bearings apart further than the F&P block. Bearing to bearing length on my cast block is 155mm. The F&P block could be joined though inside a piece of steel pipe to make up the length. I found a picture of cutting the spline on the mill. May be of some help to someone trying to do their own. And some other pictures I probably have posted somewhere before. 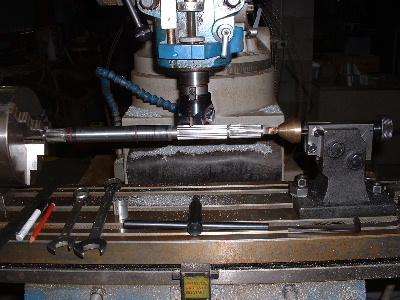 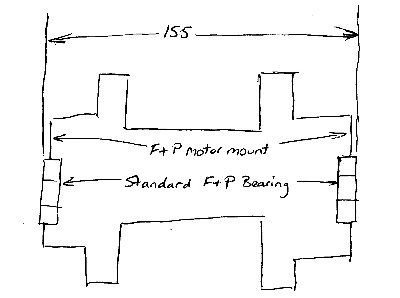
Trev @ drivebynature.com |
||||
| Downwind Guru Joined: 09/09/2009 Location: AustraliaPosts: 2333 |
Nice Work, Do you cast the spline in the prop hub or machine it in after casting? I casted the spline into a couple of hubs i made, that worked quite well, and the trick is to blacken the shaft with lots of soot from a acetylene flame on the oxy, before casting as it gives a micro clearance after to press the shaft out. Pete Sometimes it just works |
||||
| Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Trev, Thanks for the detailed reply and Pete for exspanding on the subject.My Grandma nicknamed me Rastus from childhood,she might have thought I was a "cool cat"(not likely!).Trev, I've visited your sight numerous times and value the items listed. Its easy to have a wish list, however like many I'm on a shoe string budget. Not having axcess to a mill,only hand tools, I'm considering a crude substitute.I'll mount a tool & cutter grinding wheel on an electric hand saw which under load should do over 4,000 rpm. Mount the shaft, spline flank verticle, in a hardwood jig, with an indexing plate on the oppossite spline, locking it with a pin. The 90degree angle is ideal allowing the wheel to be square dressed and no side adjustment to account for, just gradual increase in depth of cut. All of this is hypertheticle at this point and I hope it doesn't end up patheticle when implemented, the feedback was greatly appreciated! cheers Rastus see Rastus graduate advise generously |
||||
| Downwind Guru Joined: 09/09/2009 Location: AustraliaPosts: 2333 |
Hi Rastus, You need to remember you have a stainless steel shaft here and normal grinding discs wont handle the stainless, it really is a sh*t of a metal to work with if you dont have the right tools and cutting speed. I wish you luck but think you are pissing into a head wind and hoping not to get wet feet. If it was a steel shaft you might have 1/2 a chance, but not SS. Merry Christmas Pete. Sometimes it just works |
||||
Greenthumbs Regular Member Joined: 05/12/2008 Location: AustraliaPosts: 40 |
Hi Trev, This is a picture of your finished extended shaft, I think. I have not wanted to pull my white pointer apart to take a closer look but... Do you leave the slight raised part on the shaft in the centre when machining? (the bearing stop for want of a better name) Indicated in red circle. 
If you do, couldn't the original bearing block be used on the shaft the way it was before while in the washing machine? (Indicated but the yellow arrow) If the answer is yes then are you able to extend the spline further up the shaft and not put the extra thread on. Say extend to within 20mm of the bearing stop? This way a stator could be used on both sides of the original bearing block and then there is heaps of spline left for extra stators and magnet hubs to be put on if the customer has the aptitude to fix the stators in place along the spline. I only ask this because this is what I was planing to do with one of your extended shafts with my next mill project and now the subject has come up it seems the perfect time to ask. 
Regards Damo |
||||
| Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Pete, Thanks for the S.S.shaft alert!I tried to view the milling cutter you are using but couldn't make out wether it was H.S.S. or carbide tipped. Some additional details may give you a better picture of what I have in mind.I wouldn't use a grinding disk because the bond isn't condusive for "dressing". I have in mind using a "tool & cutter" grinding wheel of a suitable "grade" and "type", that would normally be used to sharpen H.S.S. cutting tools to an industrial finish.I will "slot" the wheel to reduce heat build up and avoid further hardening of the shaft, preventing brittleness, leading to early failure from a snapped shaft.The normal opperating range of such a wheel would be 4000 to 6500rpm. The saws rated speed is 6250rpm, but I don't know if that is a loaded value. I suggested 4000rpm as a working speed, if it dropped much lower than that under load, I imagine it would be entering the stall range. your caution was definateley given attention! Thanks Rastus see Rastus graduate advise generously |
||||
| Trev Guru Joined: 15/07/2006 Location: AustraliaPosts: 676 |
A few questions raised. Do you cast the spline in the prop hub or machine it in after casting? No, I machine it in later. This is a picture of your finished extended shaft, I think. Yes Do you leave the slight raised part on the shaft in the centre when machining? Yes, I see no reason to take it off. If the answer is yes couldn't the original bearing block be used on the shaft the way it was before while in the washing machine? Yeh you are right, the original bearing block could be used with the spline machined up further. Mounting the front motor, the magnet hub would need a spacer to set it in the right position from the raised bearing stop. Then you would need a spacer up to the blade hub mount. More machining, more expense. May as well put that expense in a decent bearing/mounting block. How would you mount more motors after the one bolted to the block? Then bigger blades, slower RPM, I question the real gain here. IMHO, I would not bother with the original bearing block though. 1) The bearings so close together don't offer much support, considering a big set of blades and all the gyro forces that can be applied to it. It works OK with small blades and one motor. 2) The plastic housing is not a strong material and can come lose from anchor method. 3) The plastic deteriorates quickly in sunlight. 4) It would make the gap between 2 motors quite small. Will this have any magnetic defluxing, one motor playing on the other? Have fun and be careful Rastus. I really love the enthusiasm to have a go. Trev @ drivebynature.com |
||||
| shawn Senior Member Joined: 30/03/2010 Location: New ZealandPosts: 210 |
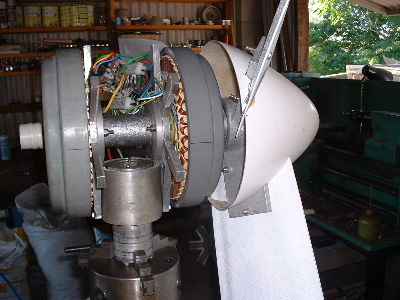
Hi rastus here is a picture of my mill (early stages ) i took the original aloy bering housing with plastic around it then removed berings and put it in my house fire with a small fire on so not to melt alloy this removed all the plastic then put inside pipe and used sealer sikaflex would do great but cost to much for me so i used cheap wood bonder 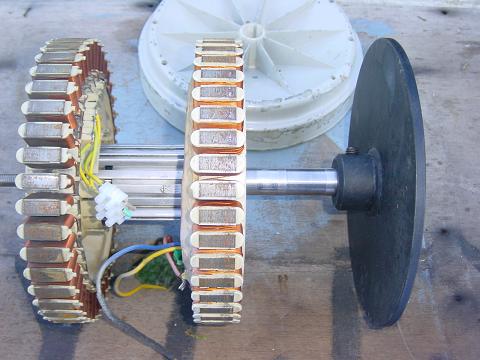
and presto 
easy as pie and this has now seen alot of wind getting 120k gusts as i write this. |
||||
| Trev Guru Joined: 15/07/2006 Location: AustraliaPosts: 676 |
Good one Shawn. This is a simple cheap exercise that gets rid of the plastic easily, but what holds the alloy bearing hub inside the steel pipe? Did you say "used cheap wood bonder"? to bond steel to alloy? Have you noticed any magnetic flux / loss of power issues with 2 motors so close? I have never experimented with such, but would be interested to know. Trev @ drivebynature.com |
||||
| Downwind Guru Joined: 09/09/2009 Location: AustraliaPosts: 2333 |
I would not think flux loss would be an issue as a quick test around the hub shows very little flux on the outside edges of the hub. I have seen where others have laminated 2 hubs together and stacked the stators, with still good results, so it would appear flux loss on the edge of the magnets is a non issue. Pete. Sometimes it just works |
||||
| shawn Senior Member Joined: 30/03/2010 Location: New ZealandPosts: 210 |
LOL year i used (no more nails) big mistake its a water baste product i would not recomend for this job and it is showing signs of movment one day when i have it down i will strip and biff back in fire then put fiberglass or solvent curing sealer in the gap the stators bolt onto the original alloy housing each side so it canot go anywere my only worry was the whole thing spining inside the pipe so before i sealed it i pointed my welder inside the pipe and run afew messy spots of weld in there
have had great power output have not the knowhow to test flux  |
||||
| Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Shawn, Pic's are great! They help remove some of the guess work. Does the second rotor have the spline bored out, and if so was it done on a lathe? If it is original have you used "links & parts" related to this site, hope you don't mind me asking! From the wind conditions you must have the furling worked out just right. As a brief comment epoxy ressins can provide strong bonds if temperatures don't become exstreem.The spot welds surely would have done the trick. cheers Rastus see Rastus graduate advise generously |
||||
| shawn Senior Member Joined: 30/03/2010 Location: New ZealandPosts: 210 |
Yes the spline was drilled out and you can just make out the keyway in the top picture this weakened the plastic magnet hub and they arent that strong to start with but cost peanuts and i have heaps, none have broken yet !! but if you have the gear to extended the original spline or bought one it could be stronger. and the arm coming out can be adjusted so the offset from the mast is adjustable so once tail is made and angles are welded you can play with furling untill happy. (I AM THE KING OF COPYING GOOD IDEARS) that others slaved over for hours and hours. O buy the way i forgot the original alloy housing has a little you have to take off it held a seal that is not needed. After burning plastic off its easy to see were to cut i used a hand held 9 inch grinder with a cuting weel on easy as pie. remember the stators are snug up to the berings so they line up perfectly |
||||
| Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Shawn, The value of the arm hadn,t dawned on me, thanks for giving me the heads up! Docking the housing to length is usefull info as well.As far as copying others good ideas Isaac Newton said we're all gaining greater hieghts by "standing on the shoulders of those who have gone before us" so I'm padling the same canoe as you! Cheers Rastus see Rastus graduate advise generously |
||||
| Greenthumbs Regular Member Joined: 05/12/2008 Location: AustraliaPosts: 40 |
Hi again, I have done the same as Shawn with the melting of the plastic but instead of putting it in round pipe I have put it in 65mm square pipe. You have to use a file and file the centre of each side in the middle so it looks square. Not too much but just right. Then you use a bearing press to force the hub in to the square tube. No glue or anything to hold it just a bl**dy tight fit. Shawn where did you get that metal disc with the grub screw in it from? I wish I could get such a thing with the splines in it but that one you have I might be able to adapt to do the job I need. Trev this is why I asked earlier if the spline could be extended to the bearing stop. I reckon I could almost get 4 motors on the shaft if I do it right. My project is a massive miller rotor, equivalent to a 18Hp motor. I agree about the gyro stresses but have thought of a solution for that problem. I would be interested in how much more you would charge to extend the spline almost to the bearing stop remembering you would not have to put the extra thread on the shaft because that is only needed for you bearing block. You could PM me if you like. |
||||
| Page 1 of 2 |
|||||
| The Back Shed's forum code is written, and hosted, in Australia. | © JAQ Software 2026 |
