Don B

Senior Member

Joined: 27/09/2008
Location: AustraliaPosts: 190 |
| Posted: 08:06pm 27 Jun 2012 |
 Copy link to clipboard Copy link to clipboard |
 Print this post |
|
Introduction
This new thread follows on from posts made on the Solar Steam thread concerning my experiments in converting Briggs and Stratton 4 stroke lawnmower engines into an air and ultimately a steam engine that could be run on solar generated steam. While the Solar Steam thread covers broader territory, much background on the evolution of this project is available there for those interested. Incidentally, for those who might be picturing some sort of solar powered locomotive pulling a train, sorry, this is just a fixed engine intended to drive a generator to make electricity.
In explaining my efforts to date I seem to have generated a lot of text, so I will do a number of posts over time try and avoid overflowing the back shed.
System Description
The ultimate system envisages a 2 axis solar tracking parabolic trough (a bit like a bath tub) with a steam generating pipe at the parabola focus that will generate flash steam to supply the engine. The parabolic trough reflector would be insulated, and have double glazing on the sunny side to maintain the internal heat and avoid problems with wind or air cooling.
For safety reasons, there would be no boiler or store of pressurized heated water, so no risk of an explosion. The only steam volume would be in the generator pipe, and the hose to the steam engine.
The steam would drive a 3 cylinder steam engine, which would drive an overspeed induction motor acting as a 240V AC generator. It is hoped to be able to generate up to 1 kW of power to feed back into the grid. The engine cylinders would be heated by inlet steam, and the engine would be contained in an insulated hot box in an attempt to maintain the steam temperature through the engine until it is recovered as far as possible from the exhaust heat exchanger by the steam generator feed water.
The exhaust steam would then be fully condensed and gravitated back to the feed water reservoir from which the feed water would be drawn. The system would therefore be closed and require only occasional make-up for steam losses.
The cranks of the 3 single cylinder engines making up the complete engine would be set at 120 degrees to each other for smooth operation. The steam would have only a single pass, and would rely on effective heat recovery by the feed water from the exhaust steam to maintain efficiency. Note that, with the heat input being from the sun, efficiency is not critical except in limiting the area and capital outlay of the solar collectors to practical dimensions.
The intended steam conditions are saturated steam at about 8 bar (or 100 psi), which sets the temperature at 170C. This temperature, in particular, is probably about the upper limit at which conventional hoses and Viton type seals could be asked to operate.
Engine Basics
Torque is generated by a force that is trying to rotate something, and can be pictured as what develops when you push down on the pedal of a bicycle. The amount of torque depends on the force itself, the angle of the force relative to the rotational axis, and the distance from the rotational axis. In a reciprocating engine, the force part of the torque developed depends on the pressure on top of the piston, and the piston area. The distance part is the length of the crank arm (which is half of the stroke length).
As the axis of the piston travel will be in line with the rotational axis, when the piston is at Top Dead Centre (TDC), or at Bottom Dead Centre (BDC), it can�t exert any torque on the crank shaft irrespective of the force on the piston. The piston exerts maximum torque on the crank shaft just before 90 degrees after TDC, or when it is about half way down its stroke, and, even with constant pressure on the piston, the torque reduces to be zero again at BDC. With constant pressure, the applied torque is therefore a pulse that, if plotted, would look approximately like half a sine wave. This effect will be very familiar to bike riders.
With a single acting piston, there is no torque produced on the return upstroke, so the engine needs to draw some torque back from the inertia of the rotating parts to let it return to TDC. Ordinarily, a flywheel will be fitted to supplement the inertia of the rotating parts and smooth some of the torque fluctuations.
Multi-cylinder engines will have the cranks of the individual cylinders spaced at evenly distributed angles to distribute the torque fluctuations as evenly as possible through one rotation.
The power produced by an engine is its (average) torque multiplied by its rotational speed. For a given engine, the only two ways to increase its power output are to increase the effective cylinder pressure, or to get it to run faster.
An engine has a certain swept volume, which is the area of the piston, multiplied by its stroke. Every time it rotates, the Working Fluid (WF), be it air, steam, liquid, or a combusted air/fuel mix, must flow in and out of the swept volume of the cylinder. The faster it rotates, the greater the volume throughput, and the bigger the difficulties and losses that occur in passing that volume into and out of the cylinder.
Engine Modifications
The engines that I am using were all from old 3 � HP 4 stroke Briggs and Stratton powered lawnmowers obtained from a recycle shop. These have a bore of 65.1mm, and a stroke of 44.44mm, giving a displacement of 148 ccs. While I did not care whether the engines ran or not, the only selection criterion was that they had to have reasonable compression.
The older B&S engines have a cast iron cam shaft, which looked to be easier to modify than the newer plastic ones. The rough cast section of the camshaft between the inlet and exhaust lobes was machined down to a convenient diameter, then cut in the middle and sleeved back so that the lobes were now at 180 degrees to each other. The camshaft was then reinstalled using the original timing marks on the gears. This change meant that what was the inlet valve now became an exhaust valve for every second revolution, and the engine is now set up to operate as a two stroke once suitable inlet valving is added.
As it turns out, the inlet and exhaust cam lobes appear to be ground to about the same form. This results in the valves just commencing to open at about 135 degrees after TDC and being fully closed by the time the upstroke reaches TDC. While the early opening, rather than at BDC, might seem wasteful, it is needed to take account of the inertia of the WF in getting it to commence flowing out through the exhaust valve as the upstroke commences.
Apart from the camshaft mods, the only other work done was to de-coke the engine, lap the valves to restore a good seal with the seats, and slightly increase the valve clearances to allow for the stems to be operating at a higher temperature than previously when finally running on steam. The crankshaft seals were also replaced where they seemed a bit dubious.
Most steam engines are double acting � that is, steam is admitted to both ends of the piston. This brings up the problem of how to keep the piston and valves lubricated and, almost invariably, a lubricant is mixed in with the steam in these type of engines. Mineral oils do not coat the wearing surfaces well in the presence of steam, and the most effective lubricant is actually some form of tallow (ie animal fat).
The problem then arises as to how to remove the lubricant if the steam is to be condensed and re-used. With the B&S engines being single acting, I could retain the standard mineral oil splash feed lubrication in the crank case, and hopefully satisfactorily maintain cylinder lubrication.
Of course some oil will get past the rings and need to be separated from the exhaust steam, and some steam will get past the rings and the resulting water would need to be separated from the oil, but I believe that my intended arrangement will cater for both problems.
The solenoid adventure
Till late last year, I had been attempting to use solenoids for the inlet valves. The inlet fed in through the spark plug hole with the solenoid initially screwed into the hole. I know that others on the Solar Steam thread said that you could not make a practical engine with solenoids, but I, being terminally pig headed, I needed to find out for myself why they wouldn�t work. This is a photo of the 3 cylinder engine with 2 solenoid inlet valves per cylinder:

It has long been recognized that an efficient air or steam (let�s just describe whichever is used as the Working Fluid, or WF) engine needs to be able to vary the amount of WF that is admitted per stroke to account for variations in load or speed. The idea is that you cut off the admission of the WF at some point, and then let the WF expand so that minimal pressure remains to be exhausted. At light loads, the cut-off can be earlier, and cut-off angle adjustment can also be used for speed control.
One of the other benefits of cutting off the WF before the end of the down stroke is that, if there is so much WF in the cylinder that has not fully expanded by the end of the stroke, then the residual pressure resists the upstroke, and actually slows the engine down. This is despite the exhaust valve commencing to open at 135 degrees, and is, I guess, explained by the inertia of the WF and the limited area of the exhaust passages. It was certainly a surprising discovery to me as I was experimenting with different cut-off angles.
Variable cut-off angle is preferable to throttle control, as throttle control reduces the pressure fed into the cylinder, but with a fixed cut off angle the WF may not be fully expanded by the time it is exhausted, and pressure energy is wasted, loosing efficiency. With cut-off control, the throttle is usually kept wide open.
For low speed steam engines, an effective mechanical variable cut-off control including speed governing was patented by George Corliss in 1849, and it remained the pre-eminent control system for efficient steam engines.
A further consideration for engine control is the lead or advance angle. This is the angle before TDC at which the WF is admitted. The benefit of early admission is that it cushions the piston at the end of its upstroke, and maintains the load on the top of the connecting rod bearings which otherwise might reverse to the underside leading to slop and increased wear. Obviously, when stopped, you want no lead angle, as the engine might then start backwards, however, as the engine speed increases, you need to be able to increase the lead angle to allow for the time it takes for the WF to actually enter the cylinder and have some slowing effect.
The benefit of using solenoids was that, so long as the crankshaft angle was known, the lead and cut-off angles could be calculated and adjusted for speed, etc, electronically, making precise control possible. Practically though, there are a number of problems with using solenoids as inlet valving where relatively high speed operation is needed. The main problems are the related ones of operating speed and flow area.
There are two basic types of solenoids � those that use electro-magnetic force to directly operate the sealing plunger, and those that use a pilot system where the electro-magnetically operated plunger actuates the WF pressure to in turn operate the main orifice. Because the pilot operated solenoids are a two step operation, they are inherently slower than the direct acting ones.
With a direct acting solenoid, the sealing plunger seals the orifice, and the force on the plunger keeping it closed is the sum of the return spring force and the WF pressure acting on the area of the orifice. To open, the electromagnetic force trying to open the plunger must overcome the combination of the spring force and the pressure force. A typical direct acting axial solenoid valve consists of the solenoid, the (bullet shaped) plunger and return spring, and the backstop that limits the plunger travel, and looks like this:

It is true to say that the (axial) fuel injection solenoids used in modern petrol and diesel engines operate very quickly indeed, so what is the problem with the bigger axial solenoids? I guess that the answer relates to the orifice area. As the orifice gets bigger, the WF force holding the solenoid plunger shut gets bigger, and you need a more powerful (and hence bigger), electro-magnet to attract the (bigger) plunger. The other thing to keep in mind when contemplating fuel injection solenoids is that they have the advantage of only needing to pass a small percentage of what becomes the WF in the cylinder, while the bulk of the WF enters as air via the (much larger) inlet valves.
The solenoid electro-magnet is a coil of wire that has both resistance and inductance. Inductances store magnetic energy. When a voltage is first applied to an inductance, its magnetic flux is initially zero, but starts to build very quickly. The building magnetic flux induces a voltage in the winding that opposes the applied voltage, so the current that flows initially through the resistance of the winding only has a small net driving voltage, and is consequently small. As the rate of flux build slows, the opposing voltage reduces, and the rate of current flow increases. When the flux is fully established, the rate of current flow is limited only by the resistance of the solenoid winding.
The solenoid plunger will only be attracted clear of the orifice once the current, and hence the flux, has built to a point where it can overcome the spring and pressure forces holding it closed. It can be shown mathematically that the time in seconds for the current in an inductance to rise to 63% of its ultimate value can be calculated from its inductance (in Henries) divided by its resistance (in Ohms). This time is called the time constant.
For the solenoids that I was using, the time constant is 4 milli-seconds (ms). This time is not the actual operating time, just the time for the current to rise to 63%, which may or may not produce sufficient flux to commence lifting the plunger. There is also the additional time needed for the plunger to travel back to its stop, and thus fully open the solenoid.
It is then also necessary to consider the time taken for the solenoid to close after de-energising. The plunger will remain attracted to the back stop until the flux stored by the inductance has decayed to a sufficiently low value. Note also that there is now no net pressure force on the plunger, only the return spring force, so the flux value that will permit the release of the plunger is much less than that needed to attract it clear of the orifice.
Typically, a solenoid will have a reverse diode connected across it to minimize the inductive kick generated when it is de-energised. In the absence of a diode or similar arrangement, the inductive kick will result in a very high reverse voltage across the solenoid energising device that could destroy it. Counter-intuitively though, using a reverse connected diode actually slows down the rate at which the flux in the solenoid dissipates, and hence slows the closing time.
The manufacturer quotes an opening time for the solenoid that I was using of 10 ms to open, and 20 ms to close. This needs to be considered in the light of my hoped for speed of 1,600 rpm, which is approximately 27 revolutions per second, or 1 revolution per 37 milli-seconds. If I wanted the solenoid to open for, say 90 degrees during 1 revolution, it would need to be open for 37/4 = 9.25 ms, which is only one third of the quoted solenoid minimum open to close time of 30 ms.
Even though I employed some speeding up tricks, such as pre-energising to just below the opening current for a given pressure, an over-voltage opening impulse, and a post opening current reduction to just above the hold open current, the highest speed that I could achieve with the 3 cylinder engine was about 900 rpm. I was also running into problems with solenoid reliability, finding failed plunger return springs, loosened back stops (and the thread stripped on one), and some plunger tip damage.
After experimenting with a single direct acting solenoid with a 5mm diameter orifice, which was the largest I could find, I attempted to improve the flow by using a second solenoid in parallel. This helped, but I am sure that some of the speed limitations that I ran up against were caused by flow limitations.
While I still believe that you can use solenoids for the inlet valves of an engine, and thus potentially achieve ready control of the lead and cut-off angles, and speed, you are limited by the available orifice area, and the solenoid operating speed (not the least of which is the �time constant� effect). If you are content to limit yourself to low speed engines, which necessitates large cylinder dimensions to obtain useful power, and to use robust solenoids (possibly pilot operated), then solenoid inlet valving is entirely practical.
Solenoid electronics
Although some of the electronics developed for use in conjunction with the solenoids will no longer be required, it might be of interest to describe how this worked. The following photograph shows the electronics assembly.
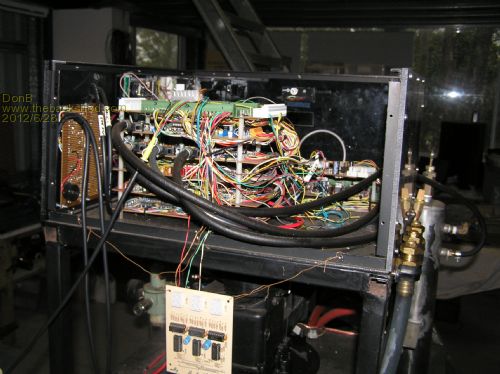
It was, and still is, essential to know the crankshaft angle and so, for this, I fitted a 360 degree relative encoder. For those unfamiliar with encoders, this encoder has three pulse outputs. Two outputs give one pulse per degree rotation, but are slightly displaced from each other so that the direction of rotation can be resolved, if needed. The third output gives one pulse per revolution, and is usually aligned with some zero point (in this case TDC of No 1 cylinder).
The problem with relative encoders is that, on power up, you can�t tell what angle they are at until they rotate through their zero point. You can solve this by using an absolute encoder, but its output will be in gray scale, and is much more complicated to decode and translate into binary.
Initially, I attempted to use a picaxe to count the pulses and give me a binary count output, but found that it would only do this reliably for a pulse rate up to about 500 Hz, where I needed to go to about 4 kHz. While I could no doubt have used another microprocessor that did not have the burden of a boot-loader, I worried that any change in the programming could have unwittingly slowed the operating time, and the pulse counting needs to be correct and timely. Add to this the fact that my grounding is in stone age electronics, and I may well not live long enough to upgrade my microprocessor skills to this level (thinks - I never used to have these problems with valves!), so I went back to what I knew.
I next used three 4029 counter chips that had no problem counting up to 360 at 4 kHz, but left me with a 9 bit bus to decode, and this required 3 chips for each angle that I was interested in. It worked, but it was very cumbersome (and chip intensive) trying to decode a useful number of angles.
After thinking about it for some time, I realized that counting up was doing it the hard way, so I set up two down counters � one pre-loaded to 120 binary, and the other to 3. Both were re-set to a full (down) count by the 360 degree pulse from the encoder. The 120 degree counter counted pulses down to zero and, on zero, it reset itself to 120, and also decremented the 3 down segment counter.
From the 3 down segment counter, I knew which 120 degree segment degrees were being counted down in, and, from the 120 degree counter, I could obtain a pulse every 120 degrees.
In order to generate an �Open� pulse for the solenoids, I used an Open down counter which was pre-loaded with a binary value between 1 and 120. This binary value was generated by a picaxe micro that also had a speed reference, so that it could determine an advance angle appropriate to the engine speed. When the Open counter had counted down to the desired lead angle, it sent out a pulse that was �Anded� with the segment counter output that indicated which 120 degree segment the crankshaft was at. The Anded pulse was then directed to set an Open/Close flip flop for that particular cylinder solenoid. The Open counter also reset itself and waited to commence down counting at the start of the next segment.
The �Close� pulse was generated by another down counter which was also pre-loaded with the angle for which the solenoid was to remain open. This set the cut-off angle. Down counting of the Close counter was initiated by the Open pulse from the open counter. The cut off angle pre-load binary number was calculated by another picaxe micro, which also received the speed reference. When the Close counter reached zero, its output pulse was Anded with the segment counter output applicable to that segment, and this pulse reset the Open/Close flip flop for that cylinder. The Close counter also reset itself, and waited for the next Open pulse to again commence down counting.
Both the Open and the Close down counters thus operated in each 120 degree segment, and hence operated 3 times per revolution, thus serving all 3 cylinder solenoids.
For those who are keeping score, the tally of down counters is now up to four. These are all hard wired, and hence their timing is fixed and so there could be no unintended surprises from programming changes. Like the Terminator, that�s what they do, and that�s all they do.
Neither the Open nor the Close angle calculating picaxe chips needed to operate at any particular speed, as small angle changes were not particularly time critical. There was therefore no concern about the effect on execution time of any programming changes made to them, and that leaves them free to contemplate the meaning of life, the universe, and everything, in their spare time.
Each solenoid was controlled by a further dedicated picaxe chip. This chip would receive an output from the segment counter chip that would tell it when the crank for its cylinder was 240 degrees before its TDC. It would then look at the inlet manifold pressure, and calculate a Pulse Width Modulation (PWM) value that would energise the twin solenoids for that cylinder to give a current just below the value that would cause the solenoid to open at that pressure. This picaxe applied the PWM output to the power electronics controlling that solenoid.
Again for those who are keeping score, this is a total of 5 picaxes so far, and in fact I use another one again for general housekeeping. While this may seem extravagant, using them to form modules with somewhat limited functions limits the possibility of a software change having unintended consequences in another function of the controls. Another consideration is that, for the Open and Close angle micros at least, outputting the open or close angle to the respective counter ties up 8 digital outputs on each.
When the Open command was received for that solenoid, the respective solenoid picaxe applied a brief full voltage pulse to open the solenoid, then dropped back to a PWM value that maintained the solenoid current just above the drop-out value for the solenoid. This value is constant, and is not affected by changes in manifold pressure. When the Close command was received (Open command removed) the solenoid was de-energised.
With the engine in operation, I was able to select either manual or automatic setting of the lead or the cut-off angle. I was therefore able to tune the angle settings to optimize the engine speed for any given manifold pressure. I was also able to manually tune the pre-energising current to set it to the maximum tolerable value for any given pressure before erratic operation signaled that the current was too high and the solenoid was opening prematurely. The manually determined settings were stored as either an algorithm or a look-up table in the micro for use for automatic operation.
In any one engine revolution, the operating cycle of a solenoid would be to have its pre-energising current applied at 240 degrees before TDC, then it would receive its full voltage Open impulse at the desired lead angle, which could be anything up to 40 degrees before TDC at higher speeds. The full Open impulse was only applied for about 3 ms, then the current was reduced back to a value that just held the solenoid open. At slow speeds, the solenoid would be open for about 80 degrees, but this reduced to 40 degrees or less at upper speeds. This means that, at higher speeds, the solenoid was actually commanded to close around TDC, but the lag in solenoid operation and inertia of the WF would, in reality, have still been delivering the WF to the cylinder substantially after TDC.
The pre-energising, open pulse, and hold open current reduction were all intended to minimize the solenoid operating time. Despite this, maximum achievable speed was limited to about 900 rpm, and was not characterized by smooth running. At 500 rpm and below though, operation was very smooth indeed.
As previously indicated, I had experienced some reliability problems with the solenoids, which resulted in erratic running when there were problems. To monitor this, I was measuring the cylinder pressure in each cylinder. Over one complete revolution, the average cylinder pressure must be zero, so I set up a sample and hold arrangement that only sampled cylinder pressure while its respective solenoid was held open. The sixth microprocessor compared the sampled outputs from the three cylinders, and flagged a problem when they were not comparable within reasonable limits.
It was also disconcerting to find that, with even 100 psi manifold pressure, the peak cylinder pressure appeared to be around 10 to 15 psi. While there would have been some damping of the indicated peak pressure due to the sampling tube length, I believe that this clearly showed the deficiency in flow area from the solenoids that I was using.
While the electronics ultimately performed very well, it was clear that I was trying to use solenoids at a speed beyond their capacity, so it was back to the old drawing board to try and find an alternative.
The Valacor Valve
Having given up on solenoid valves in my quest for speed with my engine, I have designed a Variable Angle Lead And Cut Off Rotary valve, hence the Valacor title. As far as I can tell, the design is unique.
This photo shows the disassembled valve components:

The valve consists of a rotary shaft driven at crankshaft speed which has two slots connected inside the shaft by a hollow bore. Two spools are fitted to the shaft, and each spool contains a bearing which runs on the shaft, and which is coated with a material able to run dry and at the temperature anticipated for steam operations. Each spool is centred over one of the slots in the shaft.
Each spool has a window of a length that almost equals the length of the slot. A window is machined down through each spool and the spool bearing. The window spans approximately 100 degrees of the shaft circumference, while the slot width spans about 20 degrees of the shaft circumference.
Each spool is located in a spool chamber, and both chambers are fixed to a plate that substitutes for the original head of a B&S engine. Each spool chamber contains a ball bearing for the shaft. The spools in each chamber seal to the shaft either side of the slot with lip seals, and to the spool chamber with O rings. Each spool has a lever arm attached to it so that it can be rotated for part of a revolution.
One spool chamber is the inlet chamber, and it has threaded holes in each side to accept the twin input hose fittings. The other spool chamber is the outlet chamber, and it has a hole drilled through the base that communicates with the engine cylinder. It also has a threaded hole on the side for a cylinder pressure tapping.
The inlet spool has a deep circumferential groove machined around it to permit the working fluid to readily circulate inside the spool chamber from the inlet holes to the window. The outlet spool has only a small shallow circumferential groove machined around it to service the cylinder pressure tapping outlet.
The principle of operation of the valve is that the windows in each spool are initially aligned with each other, and set so that, as the shaft rotates, the slots just commence to be exposed in the windows as the engine rotates past Top Dead Centre. The working fluid can then pass from the inlet spool chamber down the inlet spool window, through the slot and hollow centre of the shaft, then out of the outlet slot and window. The outlet window is aligned with the delivery hole in the outlet chamber, and hence down into the cylinder. The working fluid can continue to flow into the cylinder for the next 120 degrees until the shaft rotates the slots past the windows in the spools.
If both spools are now rotated against the direction of rotation of the shaft, then the lead or advance angle at which the working fluid is admitted will change to an angle before TDC. If, say, the outlet spool is held fixed, and the inlet spool only is rotated, then the angle through which both slots are simultaneously exposed in their windows will reduce, thus reducing the angle through which the working fluid can pass, and hence reducing the cut-off angle.
The shaft throat area and slot areas are 2 to 3 times larger than the orifice areas of the two 5mm orifice solenoids previously used for inlet valving. In addition, there is no operating time lag for the valve, although there will inevitably be some inertia and viscosity difficulties with the working fluid.
All major components of this assembly apart from the head plate are either brass or bronze, in an attempt to minimize problems with differential expansion with temperature changes. To accommodate any leakage past the spool inner seal or O ring, a relief hole has been drilled adjacent to the bearing. This should help to avoid the spool acting like a piston in this situation. In any event, the spools are intended to abut one another, and they each have a bearing face to avoid possible binding.
This photograph shows a Valacor valve assembly fitted to a single cylinder test engine.

This assembly has only just been fitted to the single cylinder test engine and, while there is an obvious improvement in speed, I will shortly be getting hold of a contact tachometer to see what sort of peak speed is being achieved. There are some other problems with this test, one being that the test engine has some considerable leakage pas the rings, and the other being that my air compressor can�t sustain 100 psi, but fairly quickly settles back to deliver a steady 60 psi.
At least I can verify that the angle adjustments work exactly as I had hoped. With the lead angle adjustment, a small angle change markedly speeds the engine up, while further lead angle tends to make it sound as though it has pre-ignition. The cut-off adjustment using the inlet spool also permits an improvement in running speed.
Even once the maximum operating speed has been determined, fitting the new valves in lieu of the solenoids will mean a major mechanical rebuild, not to mention the electronics mods for the new valve position servos. It should all help to keep me of the streets for many more months yet.
Regards
Don B |

 .
.
 .
.




